
In fabrication shops where tolerances are tight and cosmetic finishes matter, forming ultra-thin gauges demands experience, precision tooling, and a methodical approach. Here’s a look at the key difficulties and the best practices that help overcome them.
What Qualifies as “Ultra-Thin” Metal?
The definition of thin-gauge varies slightly by application but generally includes materials 24 gauge and thinner (under 0.025 inches or about 0.6mm). This can include:
● Aluminum panels used in aerospace or enclosures
● Stainless steel is used in electronics or kitchen equipment
● Galvanized steel for HVAC or appliance casings
Each metal behaves differently, but they share a common characteristic – susceptibility to warping, springback, and surface damage if not handled correctly.
Challenges in Bending and Forming Thin Materials
1. Warping and Buckling
Thin sheet metal is prone to deforming under pressure. Even minor over-bending or uneven tooling can cause panels to warp, ripple, or twist. Because the material lacks the internal strength to resist lateral movement, controlling flatness becomes a major concern.
This is especially problematic when tight tolerances are required or when parts must fit with other assemblies. Cosmetic finishes, such as brushed or mirror-polished stainless steel, further raise the stakes.
2. Springback
Springback occurs when metal “springs” slightly out of shape after bending. It’s always present to some degree, but with ultra-thin material, even a fraction of a degree can affect function or appearance.
Because there’s less material mass, the forming tools have less grip and less control over final angles. If not anticipated and compensated for, springback can result in rejected parts or rework.
3. Tool Marking and Surface Damage
Scratches, marks, and pressure dents are easily visible on thin gauges, particularly on anodized aluminum or decorative stainless steel. Even light clamping pressure or dirty tooling can leave visible flaws. For many clients, surface quality is just as important as shape.
4. Lack of Material Support
During bending, a thin sheet can drift, buckle, or collapse under its own weight if not supported correctly. Without proper tooling alignment and back-gauging, this lack of stiffness can ruin a part before the first bend is complete.
Best Practices for Forming Thin-Gauge Metals
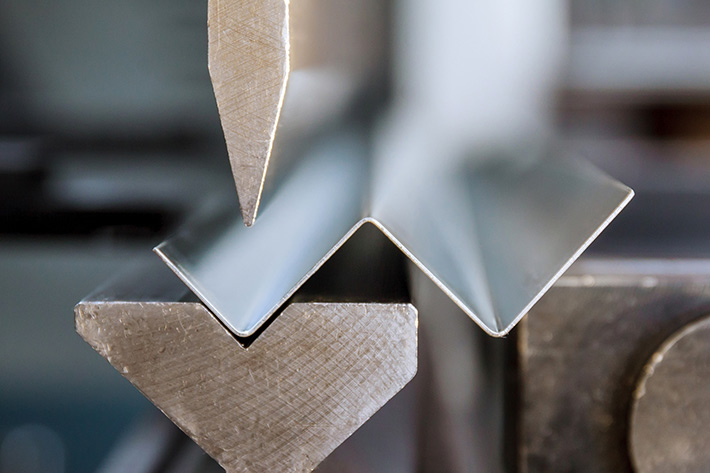
Use Precision Press Brake Tooling
Air bending is typically the go-to process for thin material. Using precision-ground punches and dies, along with tight tolerances on the press brake itself, reduces variation and helps control the bend. For ultra-thin gauges, tighter V-die openings (about 6–8 times the material thickness) provide better support and reduce warping.
Choosing the right punch nose radius is just as important. Too sharp, and it may crease or crack the part. Too large, and it may not produce a tight enough bend.
Compensate for Springback
Every material springs back differently. Use bend allowance tables but validate with test pieces when working on a new material or form. In many cases, programming the brake to overbend slightly—based on previous test data—will bring the final angle into spec.
Support the Material During Forming
Supporting the blank during forming helps prevent movement and maintain consistent angles. Back gauges, part supports, and feed tables all help reduce sagging or drifting during bends. For hand-fed operations, consistent alignment is key.
This is especially important when parts require multiple bends or have narrow tabs or unsupported areas. Use of part simulation software can help spot issues before material is committed.
Minimize Surface Contact
To preserve finish quality, minimize hard contact between tooling and the part. Non-marring tool films, polished tools, or even plastic inserts in dies can help prevent scratches—clean tools regularly, especially when switching between materials.
Where surface appearance is critical, post-forming processes like film removal or protective tape may be used, but it’s always better to prevent damage than to correct it.
Leverage Automation for Consistency
Automated press brakes with CNC crowning, angle sensors, and programmable back gauges can greatly reduce variability in thin-gauge forming. These systems adjust dynamically for springback, material thickness, and bend sequences to ensure tight control—especially useful for high-volume or tight-tolerance jobs.
Precision Metal Fabrication Begins Before the First Bend
Forming ultra-thin metal isn’t about brute force—it’s about precision. The thinner the material, the more each step matters. From bend sequence and tooling to machine setup and operator touch, achieving success relies on a disciplined process.
Shops that regularly handle these materials invest in the tools, training, and feedback loops to get it right the first time. Whether producing enclosures, decorative panels, or lightweight components, mastering the nuances of thin-gauge forming makes the difference between frustration and repeatable success.
Suppose your next project involves ultra-thin materials. Partner with a fabrication and production team like Prototech Laser in Chesterfield that understands the risks and knows how to handle them. Precision metal forming starts long before the first bend and our metal fabrication services have the expertise and experience your manufacturing project needs.